
Kỹ thuật ép nhựa là yếu tố cốt lõi trong sản xuất hiện đại, ảnh hưởng trực tiếp đến độ chính xác, năng suất và chất lượng sản phẩm. Việc kiểm soát tốt các thông số kỹ thuật giúp đảm bảo hình dạng và kích thước ổn định trong suốt chu kỳ ép. Trong bài viết này, Thái Dương Plastics chia sẻ các nguyên lý và yếu tố kỹ thuật quan trọng giúp doanh nghiệp tối ưu quy trình ép nhựa hiệu quả.
Nguyên lý cơ bản của kỹ thuật ép nhựa
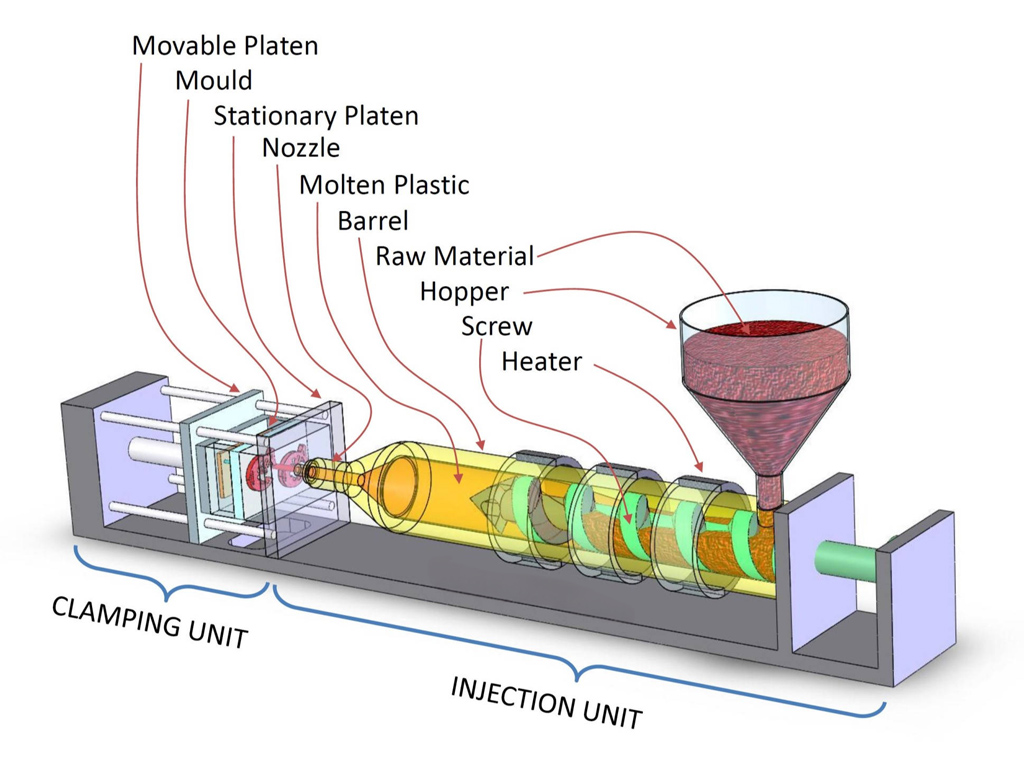
Quá trình ép nhựa bắt đầu bằng việc nung chảy nhựa nhiệt dẻo đến trạng thái có độ nhớt phù hợp, đủ để điền đầy khuôn nhưng không gây phân tách hoặc cháy nhựa. Nhựa sau đó được phun vào khuôn dưới áp lực cao. Để đảm bảo chất lượng, cần kiểm soát chặt chẽ nhiệt độ và áp lực ở từng giai đoạn nhằm tránh lỗi như phồng rộp, bavia, co ngót…
Yếu tố nhiệt độ ảnh hưởng đến chất lượng sản phẩm
Nhiệt độ quyết định khả năng hóa dẻo, khả năng lấp đầy khuôn ép nhựa và độ ổn định của sản phẩm:
Nhiệt độ chờ (sấy nguyên liệu)
Trước khi đưa vào máy, hạt nhựa cần được sấy khô để loại bỏ độ ẩm tự nhiên có trong vật liệu. Nhiệt độ sấy thường dao động từ 100 đến 150 độ C tùy loại nhựa. Nếu không xử lý đúng cách, hơi ẩm có thể gây rỗ khí, cháy nhựa, ảnh hưởng đến độ bền cơ lý của sản phẩm. Trong một số trường hợp, nên sử dụng máy sấy hút ẩm để kiểm soát độ ẩm hiệu quả hơn, đặc biệt với các loại nhựa hút ẩm mạnh như nylon (PA).
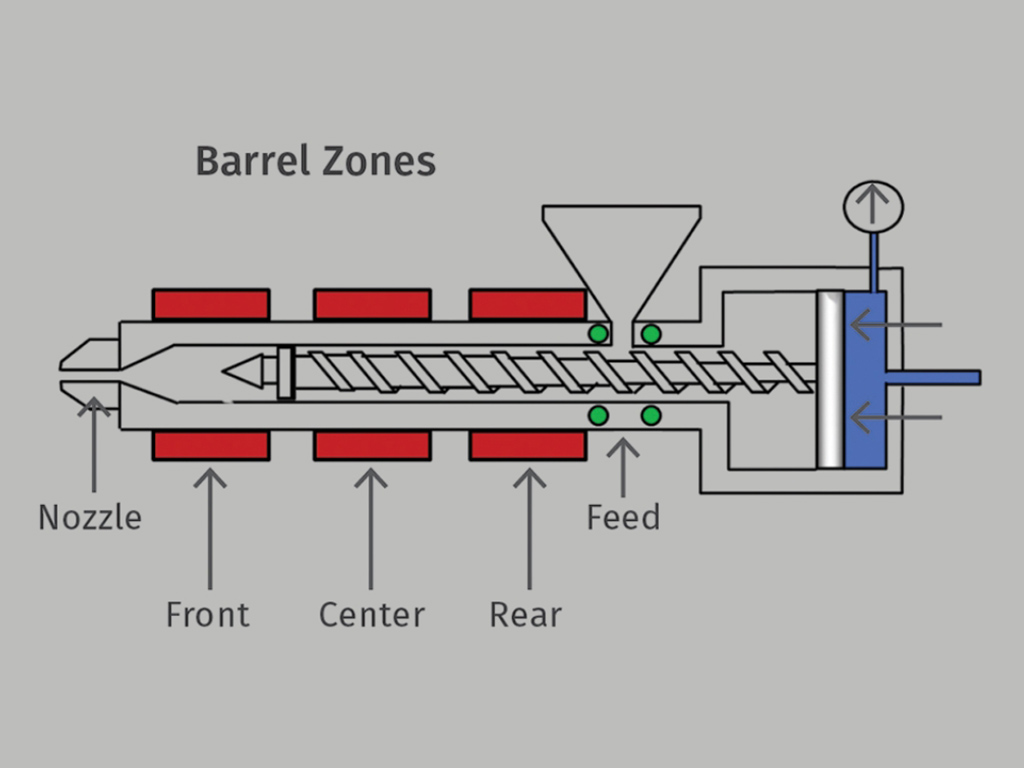
Nhiệt độ ống dẫn nhựa
Được chia thành nhiều vùng nhiệt theo chiều dài trục vít. Mỗi vùng được kiểm soát riêng nhằm đảm bảo nhựa hóa dẻo đúng tiến trình và tránh hiện tượng cháy nhựa hoặc đóng cặn. Đây là nơi diễn ra quá trình gia nhiệt và trộn đều vật liệu trước khi phun vào khuôn.
Nhiệt độ khuôn
Nhiệt độ khuôn ổn định giúp duy trì độ đồng đều về kích thước và tránh lỗi bề mặt. Nếu khuôn quá nguội, nhựa có thể bị làm lạnh sớm dẫn đến việc không điền đầy khuôn và hình thành cấu trúc vật liệu không đồng đều, làm giảm chất lượng sản phẩm. Tùy thuộc vào loại vật liệu, hệ thống gia nhiệt khuôn cần được thiết kế riêng để phù hợp với yêu cầu của từng chi tiết.
4 thông số kỹ thuật cần kiểm soát trong ép nhựa
Kiểm soát tốt các thông số ép giúp đảm bảo chu kỳ ổn định và giảm lỗi trong sản xuất hàng loạt:
Áp lực phun
Đây là lực nén giúp đẩy nhựa nóng chảy vào khuôn. Nếu áp lực quá thấp, khuôn không được điền đầy, dễ gây lỗi thiếu liệu. Ngược lại, áp lực quá cao có thể gây tràn bavia, phá hỏng chi tiết hoặc giảm tuổi thọ khuôn. Áp lực cần được kiểm soát theo từng giai đoạn để phù hợp với độ nhớt và hình dạng sản phẩm.
Tốc độ phun
Tốc độ phun ảnh hưởng đến đặc điểm bề mặt và độ lấp đầy của sản phẩm. Tốc độ quá cao có thể tạo vết bóng hoặc đường nối. Tốc độ quá thấp dễ gây co ngót, thiếu liệu… Tốc độ phun nên được điều chỉnh theo thực tế dòng chảy trong lòng khuôn, không chỉ dựa vào thông số cài đặt trên máy.
Thời gian phun và giữ áp
Quá trình ép thường được chia thành nhiều giai đoạn, mỗi giai đoạn sử dụng tốc độ và áp lực khác nhau để kiểm soát chất lượng. Giai đoạn đầu có thể dùng tốc độ thấp để tránh trộn lẫn nhựa lạnh. Tiếp theo là giai đoạn lấp đầy khuôn và giữ áp để bù co ngót. Việc chia nhỏ giai đoạn giúp điều chỉnh linh hoạt và chính xác hơn.
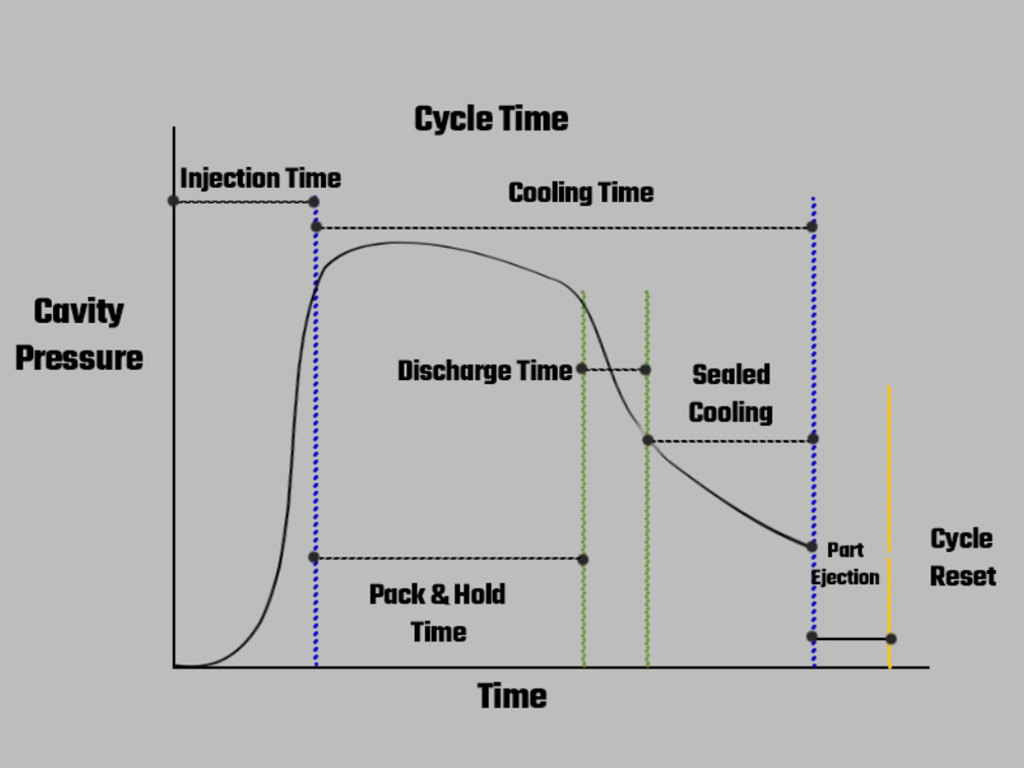
Thời gian làm nguội
Là giai đoạn hoàn thiện định hình sản phẩm. Nếu làm nguội không đủ, sản phẩm dễ biến dạng sau khi lấy ra. Nếu thời gian làm nguội quá dài sẽ kéo dài chu kỳ sản xuất. Hệ thống kênh làm mát cần được thiết kế hợp lý để truyền nhiệt đều và rút ngắn thời gian định hình.
Nâng cao hiệu quả bảo áp trong kỹ thuật ép nhựa
Giai đoạn bảo áp là bước quan trọng trong quy trình ép nhựa, đảm nhiệm việc bù co ngót cho sản phẩm khi nguội. Trong giai đoạn này, vật liệu tiếp tục được giữ áp trong khuôn để duy trì hình dạng và đảm bảo sản phẩm không bị biến dạng. Nếu kiểm soát không tốt, thành phẩm dễ gặp lỗi như vết lõm, kết tinh không đều, nứt bề mặt… đặc biệt ở các chi tiết gần cổng phun hoặc có sợi gia cường.
Để đảm bảo chất lượng, doanh nghiệp cần đồng bộ giữa thiết kế khuôn, lựa chọn vật liệu và cài đặt thông số máy. Các yếu tố như áp lực phun, tốc độ đúc, nhiệt độ khuôn, thời gian làm nguội… cần được hiệu chỉnh theo từng loại sản phẩm và đặc tính vật liệu. Việc phân chia hợp lý các giai đoạn phun và giữ áp sẽ giúp ổn định kết cấu, đồng thời cải thiện tính thẩm mỹ và độ bền sản phẩm.
Ngoài ra, việc tích hợp cảm biến theo dõi nhiệt độ khuôn, áp suất phun và lưu lượng nước làm mát giúp kiểm soát sai số và giảm lỗi trong quá trình ép. Thực hiện bảo trì định kỳ cho máy móc, làm sạch hệ thống cấp nhựa và giám sát chất lượng theo từng lô sản xuất cũng là điều cần thiết để duy trì hiệu suất ổn định trong dài hạn.

Tham khảo năng lực sản xuất Ép nhựa công Nghệ của Thái Dương Xem tại đây
Kỹ thuật ép nhựa là hệ thống kiểm soát phức tạp liên quan đến nhiều yếu tố như nhiệt độ, áp lực, tốc độ, thời gian… Việc hiểu rõ và vận dụng đúng các yếu tố này sẽ giúp doanh nghiệp nâng cao chất lượng sản phẩm, tối ưu chi phí và tăng khả năng cạnh tranh trong ngành nhựa hiện đại.
Xem thêm: Gia công nhựa là gì?