The screw in an injection molding machine is the key component responsible for heating, compressing, and pushing molten plastic into the mold. Understanding the screw’s structure and operating principle helps operators optimize the injection molding process, ensure product quality, and extend equipment service life. In this article, Thai Duong Plastics shares detailed information on the structure, manufacturing materials, and working mechanism of injection molding machine screws in industrial production.
What Is an Injection Molding Machine Screw?
The screw is the central part of the injection unit in an injection molding machine. Its main functions are to receive plastic resin, melt it, and inject it into the injection mold under high pressure. Overall machine performance depends heavily on the screw’s design and condition. When the injection molding screw operates stably, products achieve better consistency, defects are reduced, and energy is saved throughout the molding cycle.
Each plastic type requires a different screw design to optimize melting and material mixing:
- Standard screw: Used for PP, PE, PS, ABS.
- Wear-resistant screw: Special alloy coating for processing plastics reinforced with glass fiber.
- Corrosion-resistant screw: Suitable for PVC, PA, PPS, LCP, and plastics containing halogen-based additives.
- Screw with a mixing section: Helps homogenize colorants and additives, improving the product’s surface quality.

Basic Structure of an Injection Molding Machine Screw
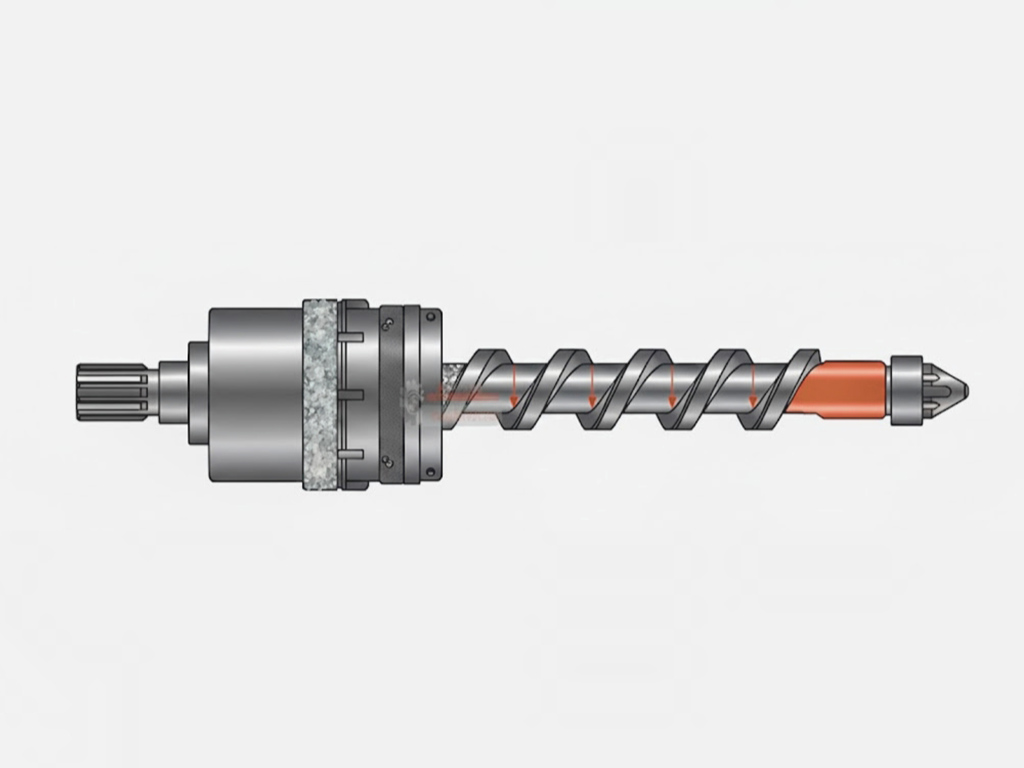
A complete screw assembly typically includes the screw body, helical flights/channels, screw tip, drive end, and the surrounding barrel. Specifically:
Screw body
This is the main part of the screw-a long cylindrical shaft made from highly wear-resistant alloy steel. Helical channels are machined along the shaft profile to convey material and generate compression during rotation.
Helical channels and working zones
The screw channel is divided into three functional zones:
- Feed zone: Receives plastic pellets from the hopper.
- Compression zone: Where the plastic is heated, its volume is reduced, and melting begins.
- Metering zone: Stabilizes flow and mixes the melt evenly before injection.
The length-to-diameter ratio (L/D) of an injection molding screw is typically in the range of 20:1 to 30:1, depending on the machine type and material used. A higher L/D means the plastic remains in the barrel longer, which can improve melt uniformity, but it may also increase the risk of polymer degradation due to overheating or prolonged shear. Conversely, a lower L/D can melt material faster, but melt homogeneity may be lower.
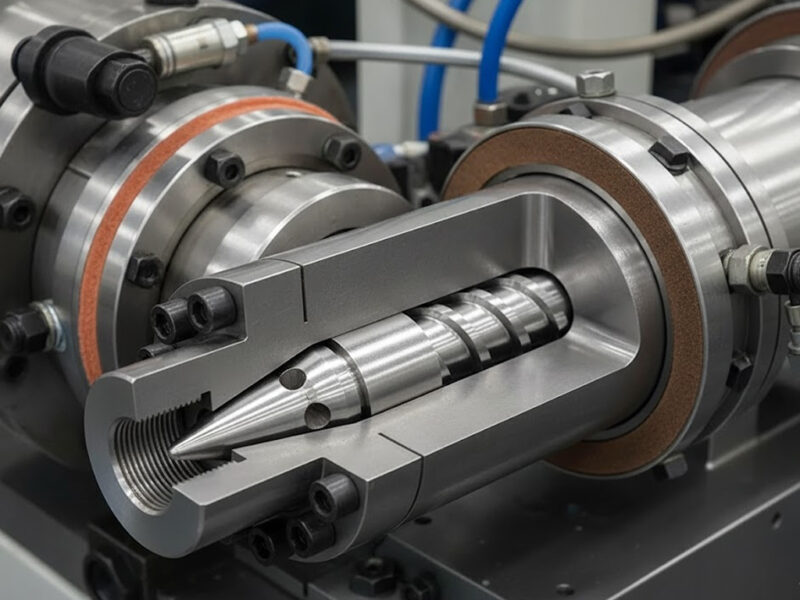
Screw tip and drive end
- Screw tip: Located at the front end of the screw, it withstands high pressure when pushing the melt into the mold. Some designs are removable for easier cleaning or replacement.
- Drive end: Connects to the machine’s drive system, transmitting torque and keeping the screw rotating steadily.
Barrel surrounding the screw
The barrel is the metal housing that contains and conveys plastic throughout the process. Heater bands and temperature sensors are mounted on the outside of the barrel to maintain stable operating conditions for the screw.
How an Injection Molding Machine Screw Works
During operation, the injection molding screw both rotates and reciprocates inside the barrel. Plastic pellets are fed into the feed zone, move along the helical channel, and gradually melt due to friction and heat from the barrel.
In the compression zone, the plastic is compacted while temperature and pressure increase, allowing the material to fully transition into a molten state. In the metering zone, the melt is mixed uniformly before being injected into the mold at high pressure during the injection phase.
This process runs in cycles:
- Feeding and heating the resin.
- Accumulating and metering the molten plastic.
- Injecting into the mold and screw recovery to start a new cycle.
See more: The Most Common Types of Industrial Injection Molding Machines
Manufacturing Materials and Surface Treatments for Screws
Because the screw is continuously exposed to heat, friction, and pressure, it must be made from materials with high hardness and strength. Common steels include 38CrMoAlA, SKD61, and corrosion-resistant stainless steels.
Common surface treatment methods:
- Vacuum heat treatment: Increases hardness and reduces distortion.
- Hard chrome plating, nitriding: Improves wear resistance and extends surface service life.
- PTA alloy overlay, HVOF coating: For screws processing plastics with glass-fiber additives or strong corrosive agents.
With these surface-treatment technologies, screws can operate stably in high-temperature environments, minimize wear, and maintain long-term dimensional accuracy.
Factors Affecting Screw Performance
The operating efficiency of an injection molding screw depends on multiple technical factors:
- Helical channel geometry: Affects melting speed and mixing capability.
- Rotation speed: Too high can burn the plastic; too low can leave material insufficiently melted.
- Compression-zone temperature: Must be tightly controlled to maintain stable viscosity.
- Barrel surface finish: Helps reduce friction and ensures uniform pressure along the screw.
Maintenance and Service Life
Proper maintenance helps extend screw life and maintain stable performance:
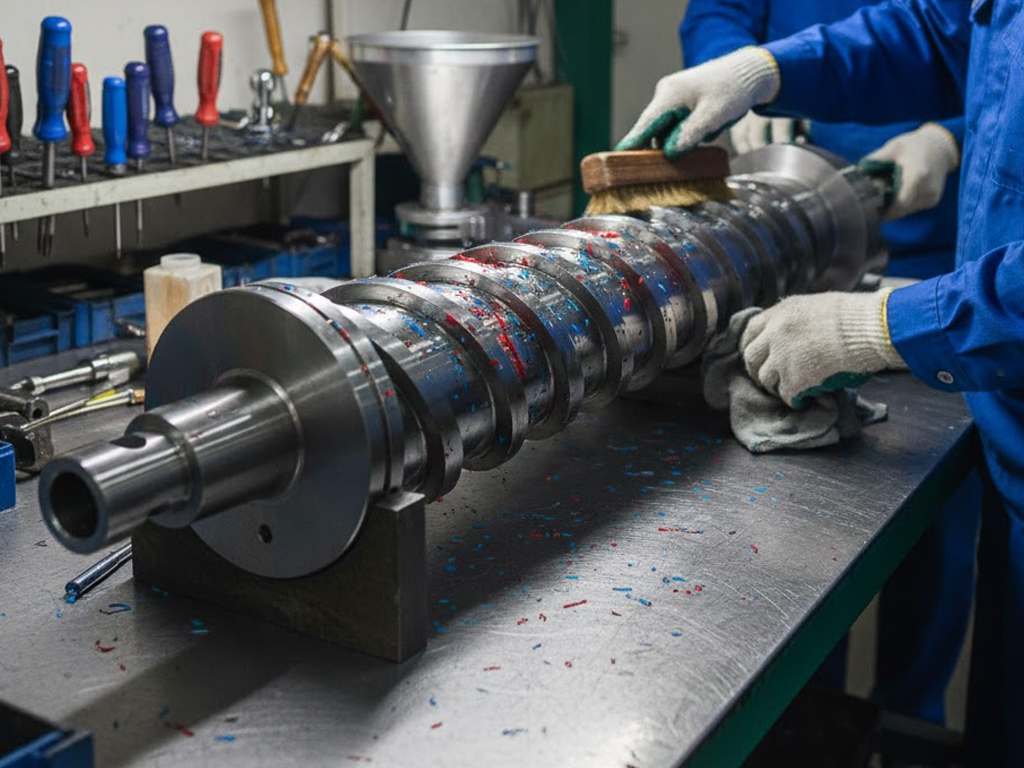
- Clean the screw when changing resin type or color.
- Inspect helical channel wear periodically.
- Avoid running the machine dry with no material in the barrel.
- Monitor temperature and injection pressure to prevent mechanical overload.
A clear understanding of how an injection molding screw works-along with consistent periodic maintenance-helps businesses increase production efficiency, reduce maintenance costs, and ensure long-term equipment stability. If you need detailed consultation on plastic injection molding, please contact Thai Duong Plastics for the most comprehensive support.
See more: Injection Molding Machine Structure and Key Considerations