Biểu đồ Rheometer là công cụ trung tâm trong kiểm soát lưu hóa và đánh giá độ ổn định của hợp chất cao su trước khi đưa vào sản xuất. Không chỉ dừng lại ở việc xác định t90, việc đọc đúng đường cong còn giúp kỹ sư hiểu tốc độ phản ứng, mức độ hình thành liên kết ngang và nguy cơ suy giảm mô đun khi giữ nhiệt lâu. Bài viết dưới đây, Thái Dương Plastics sẽ hướng dẫn chi tiết cách đọc biểu đồ Rheometer theo tiêu chuẩn kỹ thuật hiện hành.
Rheometer là gì và vì sao biểu đồ này quan trọng?
Trong ngành cao su, thiết bị được sử dụng phổ biến để phân tích lưu hóa là Moving Die Rheometer. Đây là loại Rheometer khuôn kín, mẫu cao su được đặt trong khoang gia nhiệt ở nhiệt độ xác định. Khi khuôn dao động với biên độ nhỏ, mẫu chịu biến dạng cắt và cảm biến ghi nhận mô men xoắn theo thời gian.
Mô men xoắn phản ánh mô đun cắt của vật liệu. Khi phản ứng khâu mạch diễn ra, mật độ liên kết ngang tăng, mô đun tăng và đường cong mô men theo thời gian hình thành. Đường cong này chính là biểu đồ lưu hóa.
Phép thử được tiêu chuẩn hóa theo ASTM D5289 và ISO 6502 nhằm đảm bảo độ chính xác và khả năng so sánh dữ liệu giữa các phòng thí nghiệm. Biểu đồ Rheometer quan trọng vì nó giúp trả lời các câu hỏi cốt lõi trong sản xuất cao su:
- Khi nào hợp chất bắt đầu lưu hóa?
- Bao lâu đạt trạng thái gần tối ưu?
- Mạng liên kết có ổn định khi giữ nhiệt lâu hơn hay không?
Đối với doanh nghiệp sản xuất, đây là cơ sở để thiết lập thời gian ép và kiểm soát chất lượng lô compound.

Cấu trúc cơ bản của biểu đồ Rheometer
Biểu đồ Rheometer thể hiện mối quan hệ giữa mô men xoắn và thời gian tại một nhiệt độ lưu hóa xác định:
- Trục ngang là thời gian thử nghiệm.
- Trục dọc biểu thị giá trị mô men xoắn, đơn vị kỹ thuật tiêu chuẩn thường dùng là dN.m (deci-Newton mét).
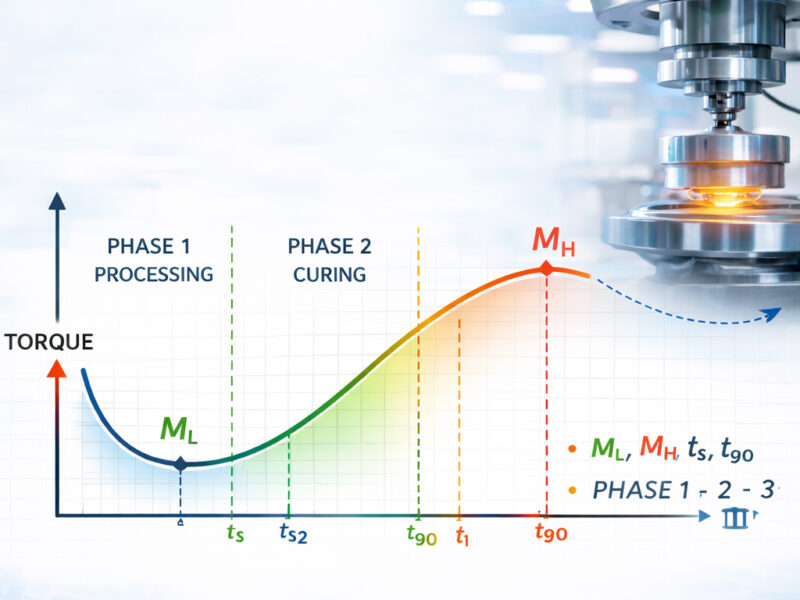
Quá trình lưu hóa trên biểu đồ thường trải qua ba giai đoạn:
- Giai đoạn đầu là vùng tiền lưu hóa: Mô men xoắn ở mức thấp nhất, ký hiệu ML. Tại thời điểm này, cao su còn mềm và chưa hình thành mạng liên kết ngang đáng kể. ML phản ánh độ nhớt của compound ở nhiệt độ thử và có liên quan trực tiếp đến khả năng gia công.
- Giai đoạn tiếp theo là vùng tăng tốc phản ứng: Khi hệ xúc tiến và lưu huỳnh được kích hoạt, mô men xoắn tăng nhanh. Độ dốc của đoạn này phản ánh tốc độ phản ứng lưu hóa.
- Giai đoạn cuối là vùng ổn định hoặc suy giảm: Đường cong có thể đạt plateau và giữ ổn định, đạt đỉnh rồi giảm xuống do suy giảm liên kết ngang, hoặc tiếp tục tăng mà chưa đạt cân bằng rõ ràng. Hình dạng vùng này quyết định đánh giá độ ổn định nhiệt của hợp chất.
Ứng dụng trong thực tế sản xuất
Hiểu cấu trúc biểu đồ giúp kỹ sư không chỉ đọc con số mà còn hiểu bản chất phản ứng bên trong vật liệu. Trong thực tế sản xuất, biểu đồ được sử dụng để:
- Xác định thời gian ép ban đầu cho sản phẩm mới.
- So sánh tính ổn định giữa các lô compound.
- Phát hiện sai lệch nguyên liệu hoặc sai sót phối trộn.
- Đánh giá ảnh hưởng của thay đổi công thức.
Việc đọc đúng biểu đồ giúp giảm thử khuôn nhiều lần và hạn chế phát sinh chi phí không cần thiết.
Cách đọc các thông số quan trọng trên biểu đồ Rheometer
Để đọc đúng biểu đồ Rheometer, cần phân tích các thông số trong mối liên hệ với toàn bộ đường cong thay vì xem riêng lẻ:
- ML phản ánh trạng thái ban đầu và khả năng gia công của compound.
- MH cho biết mức độ phát triển mạng liên kết ngang
- ts2 thể hiện mức độ an toàn trước khi phản ứng tăng tốc.
- t90 là cơ sở tham khảo để thiết lập thời gian ép.
Đánh giá đồng thời các yếu tố này giúp kiểm soát quá trình lưu hóa ổn định và hiệu quả trong sản xuất.
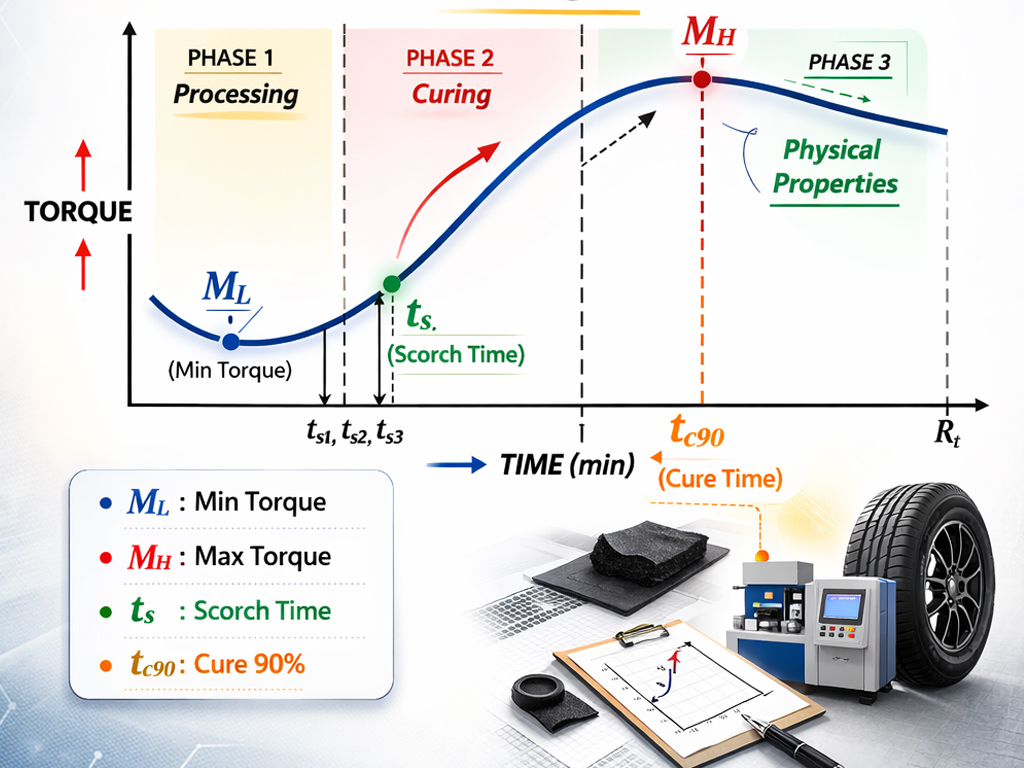
ML (Mô men xoắn cực tiểu)
ML là giá trị mô men thấp nhất đạt được ở giai đoạn đầu, khi phản ứng lưu hóa chưa diễn ra. Thông số này phản ánh trực tiếp độ nhớt của compound tại nhiệt độ thử và chịu ảnh hưởng bởi các yếu tố:
- Loại polymer và độ nhớt Mooney ban đầu.
- Hàm lượng và loại chất độn như than đen, silica.
- Mức độ phân tán của các thành phần trong quá trình phối trộn.
Việc theo dõi ML giúp kiểm soát chất lượng gia công cực kỳ hiệu quả:
- Nếu ML cao bất thường: Compound quá cứng, gây khó khăn cho việc cán luyện, đùn, ép phun cao su… Nguyên nhân thường do thiếu dầu hóa dẻo, quá nhiều chất độn hoặc do cao su đã bị chết nhiệt một phần trong lúc trộn.
- Nếu ML thấp bất thường: Cho thấy sai lệch công thức như thừa dầu, thiếu chất độn hoặc polymer bị phân hủy nhiệt mạnh, dẫn đến sản phẩm dễ bị lỗi bọt khí hoặc khó định hình.
Mặc dù ML không phản ánh mức độ lưu hóa cuối cùng, nhưng đây là chỉ số sống còn để đảm bảo khả năng điền đầy lòng khuôn và tính ổn định của quy trình sản xuất.
MH (Mô men xoắn cực đại)
MH là giá trị mô men cao nhất đạt được trong điều kiện thử nghiệm. Hiệu số Delta M = MH – ML chính là chỉ số biểu thị mức tăng mô đun do sự hình thành các liên kết ngang. Giá trị Delta M lớn cho thấy mạng lưới liên kết phát triển mạnh, giúp độ cứng của sản phẩm tăng lên đáng kể.
Tuy nhiên, khi phân tích MH cần lưu ý các yếu tố kỹ thuật sau:
- Phụ thuộc nhiệt độ: MH thay đổi theo nhiệt độ thử nghiệm, do đó chỉ nên so sánh các mẫu ở cùng một điều kiện nhiệt độ nhất định.
- Cơ tính tối ưu: Giá trị MH cao nhất không phải lúc nào cũng đồng nghĩa với việc đạt cơ tính tốt nhất. Đôi khi việc ép quá cứng sẽ làm giảm độ bền kéo hoặc độ dãn dài của cao su.
- Độ ổn định nhiệt: Nếu đường cong bắt đầu đi xuống ngay sau khi đạt đỉnh MH, đây là dấu hiệu của sự phân hủy liên kết ngang. Kỹ sư cần đánh giá thêm hiện tượng đảo nghịch này để điều chỉnh thời gian lưu hóa phù hợp.
Vì vậy, giá trị MH chỉ thực sự có ý nghĩa khi được xem xét tổng thể cùng hình dạng đường cong và các thông số thời gian khác trên biểu đồ.
ts2 (Thời gian bắt đầu lưu hóa)
ts2 là thời điểm mô men xoắn bắt đầu tăng rõ rệt so với giá trị ML, đánh dấu giai đoạn phản ứng khâu mạch bắt đầu tăng tốc. Đây là thông số quan trọng để đánh giá mức độ an toàn trong gia công trước lưu hóa. Nếu ts2 ngắn, hợp chất sẽ phản ứng sớm khi tiếp xúc với nhiệt, làm tăng nguy cơ cháy xém trong quá trình trộn, đùn, ép phun… Khi đó vật liệu có thể cứng lên sớm, gây khó kiểm soát dòng chảy và làm tăng áp suất trong khuôn.
Ngược lại, ts2 dài hơn cho phép cửa sổ thao tác rộng hơn trước khi phản ứng lưu hóa diễn ra mạnh, giúp quá trình tạo hình ổn định hơn. Tuy nhiên nếu ts2 quá dài, tổng thời gian lưu hóa sẽ kéo dài, làm giảm năng suất và tăng chu kỳ ép. Vì vậy trong thiết kế công thức cần đạt sự cân bằng giữa độ an toàn gia công và tốc độ phản ứng để đảm bảo hiệu quả sản xuất.
t90 (Thời gian lưu hóa gần tối ưu)
t90 là thời điểm mô men xoắn đạt 90 phần trăm mức tăng từ ML đến MH và thường được dùng làm mốc tham khảo để thiết lập thời gian ép trong phòng thí nghiệm. Tại thời điểm này, mạng liên kết ngang đã phát triển ở mức cao và vật liệu gần đạt trạng thái lưu hóa tối ưu trong điều kiện thử.
Trong sản xuất thực tế, t90 cần được hiệu chỉnh theo chiều dày sản phẩm và khả năng truyền nhiệt của khuôn, vì chi tiết dày sẽ cần thời gian dài hơn để lưu hóa đồng đều. Đồng thời cần lưu ý rằng t90 không phản ánh độ ổn định nhiệt, do đó phải quan sát thêm phần đường cong sau khi mô men đạt mức cao để đánh giá chính xác.
Cách đánh giá độ ổn định cao su qua biểu đồ Rheometer
Độ ổn định lưu hóa được thể hiện rõ nét ở giai đoạn sau của đường cong mô men theo thời gian, thay vì chỉ quan sát tại điểm t90. Dựa vào hình dạng đường mô men, kỹ sư có thể phân tích theo ba trường hợp điển hình:
- Đường cong duy trì trạng thái cân bằng
Mô men tăng và giữ ổn định ở mức cao trong suốt thời gian thử nghiệm. Trạng thái này cho thấy mạng lưới liên kết ngang rất bền vững, giúp cửa sổ công nghệ rộng và quy trình sản xuất ít bị rủi ro khi có biến động về thời gian ép.
- Đường cong đạt đỉnh rồi suy giảm (Hiện tượng đảo nghịch)
Sau khi đạt giá trị cực đại, mô men bắt đầu giảm dần do các liên kết ngang bị phá hủy bởi tác động của nhiệt độ kéo dài. Hiện tượng này phổ biến ở cao su thiên nhiên lưu hóa bằng hệ lưu huỳnh, đòi hỏi phải kiểm soát thời gian ép cực kỳ nghiêm ngặt để tránh làm giảm cơ tính sản phẩm.
- Đường cong tiếp tục tăng (Hiện tượng Marching Modulus)
Mô men tăng liên tục và không có dấu hiệu dừng lại trong suốt thời gian thử nghiệm. Trong trường hợp này, thông số t90 chỉ mang tính chất tham khảo. Kỹ sư cần kết hợp thêm các phép thử cơ lý thực tế để xác định thời gian lưu hóa tối ưu cho quy trình sản xuất.
Mối liên hệ giữa ts2, t90 và khả năng kiểm soát quy trình
Khoảng thời gian giữa ts2 và t90 phản ánh tốc độ phản ứng lưu hóa. Khoảng thời gian ngắn cho thấy phản ứng diễn ra nhanh, quy trình nhạy với sai lệch thời gian ép. Khoảng thời gian dài hơn cho thấy phản ứng diễn ra chậm hơn nhưng dễ kiểm soát hơn trong sản xuất hàng loạt.
Vì vậy, khi đánh giá một compound, cần xem xét đồng thời giá trị ts2, giá trị t90, hình dạng toàn bộ đường cong và độ ổn định sau khi đạt đỉnh Cách tiếp cận tổng thể này giúp tối ưu hóa chu kỳ ép và hạn chế rủi ro.
Những lưu ý quan trọng khi đọc biểu đồ
Những lưu ý này giúp bạn đảm bảo phân tích chính xác và tránh thiết lập chu kỳ ép không phù hợp:
- Không đánh giá ổn định chỉ dựa vào t90.
- Không so sánh dữ liệu khi nhiệt độ thử khác nhau.
- Không áp dụng trực tiếp t90 phòng thí nghiệm cho sản xuất mà không hiệu chỉnh.
- Theo dõi sự thay đổi của ML và MH giữa các lô.
Biểu đồ Rheometer cung cấp cái nhìn toàn diện về động học lưu hóa và độ ổn định của cao su. Khi được phân tích đúng cách, đây là nền tảng để thiết lập thời gian ép cao su công nghiệp chính xác và nâng cao độ tin cậy sản xuất. Nếu doanh nghiệp của bạn đang cần tư vấn tối ưu công thức và kiểm soát lưu hóa chuyên sâu, hãy liên hệ Thái Dương Plastics để được hỗ trợ kỹ thuật phù hợp với từng ứng dụng cụ thể.
Xem thêm: Cao su đạt chuẩn FDA cho phụ kiện sản xuất thực phẩm