A rheometer curve is a core tool for controlling vulcanization and evaluating the stability of rubber compounds before they go into production. It does more than identify t90. When the curve is read correctly, it also helps engineers understand reaction speed, the level of crosslink formation, and the risk of modulus loss under prolonged heating. In the article below, Thai Duong Plastics provides a detailed guide to reading a rheometer curve in line with current technical standards.
What is a rheometer, and why is this curve important?
In the rubber industry, the instrument most commonly used to analyze vulcanization is the Moving Die Rheometer. This is a closed-cavity rheometer in which the rubber sample is placed in a heated chamber at a specified temperature. As the die oscillates at a small amplitude, the sample is subjected to shear deformation, and the sensor records torque over time.
Torque reflects the material’s shear modulus. As the crosslinking reaction progresses, crosslink density increases, the modulus rises, and a torque-versus-time curve is formed. This curve is the vulcanization curve.
The test is standardized according to ASTM D5289 and ISO 6502 to ensure accuracy and comparability of data between laboratories. A rheometer curve is important because it helps answer the core questions in rubber production:
- When does the compound begin to vulcanize?
- How long does it take to reach a near-optimum cure state?
- Does the crosslink network remain stable under extended heating?
For manufacturers, this is the basis for setting molding/cure time and controlling compound batch quality.

Basic structure of a rheometer curve
A rheometer curve shows the relationship between torque and time at a specified vulcanization temperature:
- The horizontal axis represents test time.
- The vertical axis represents torque, with the standard engineering unit commonly expressed as dN·m (deci-newton metre).
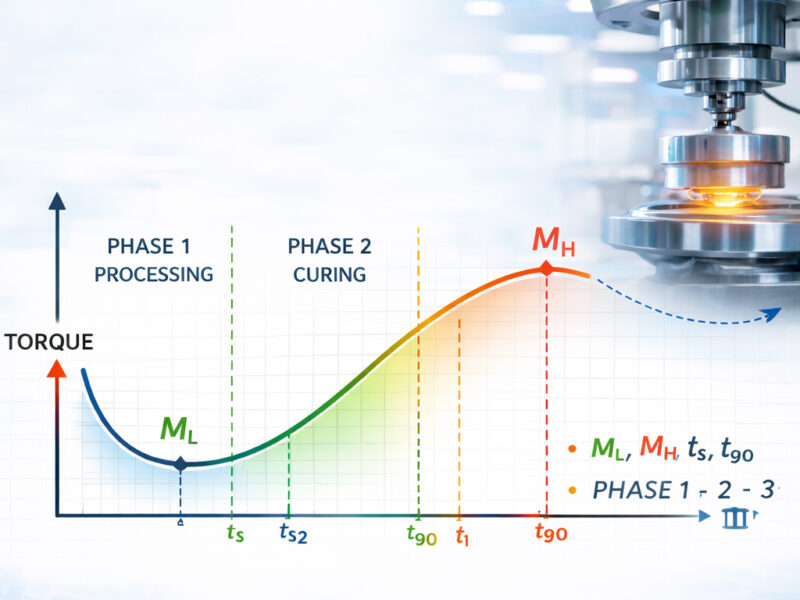
The vulcanization process on the curve usually goes through three stages:
- The first stage is the pre-vulcanization region: Torque is at its lowest level, denoted as ML. At this point, the rubber is still soft and no significant crosslink network has formed. ML reflects compound viscosity at the test temperature and is directly related to processability.
- The next stage is the reaction acceleration region: Once the accelerator system and sulfur are activated, torque rises rapidly. The slope of this section reflects the cure reaction rate.
- The final stage is the stable or declining region: The curve may reach a plateau and remain stable, reach a peak and then decline because of crosslink breakdown, or continue rising without showing a clear equilibrium. The shape of this region determines the assessment of the compound’s thermal stability.
Applications in actual production
Understanding the structure of the curve helps engineers do more than read numbers. It helps them understand the reaction taking place inside the material. In practical production, the curve is used to:
- Determine the initial molding/cure time for a new product.
- Compare stability between compound batches.
- Detect raw-material variation or compounding errors.
- Evaluate the effect of formulation changes.
Reading the curve correctly helps reduce repeated mold trials and avoid unnecessary costs.
How to read the key parameters on a rheometer curve
To read a rheometer curve correctly, the parameters should be analyzed in relation to the entire curve rather than individually:
- ML reflects the compound’s initial state and processability.
- MH indicates the level of crosslink-network development.
- ts2 shows the safety margin before the reaction accelerates.
- t90 serves as a reference for setting molding/cure time.
Evaluating these factors together helps maintain a stable and efficient vulcanization process in production.
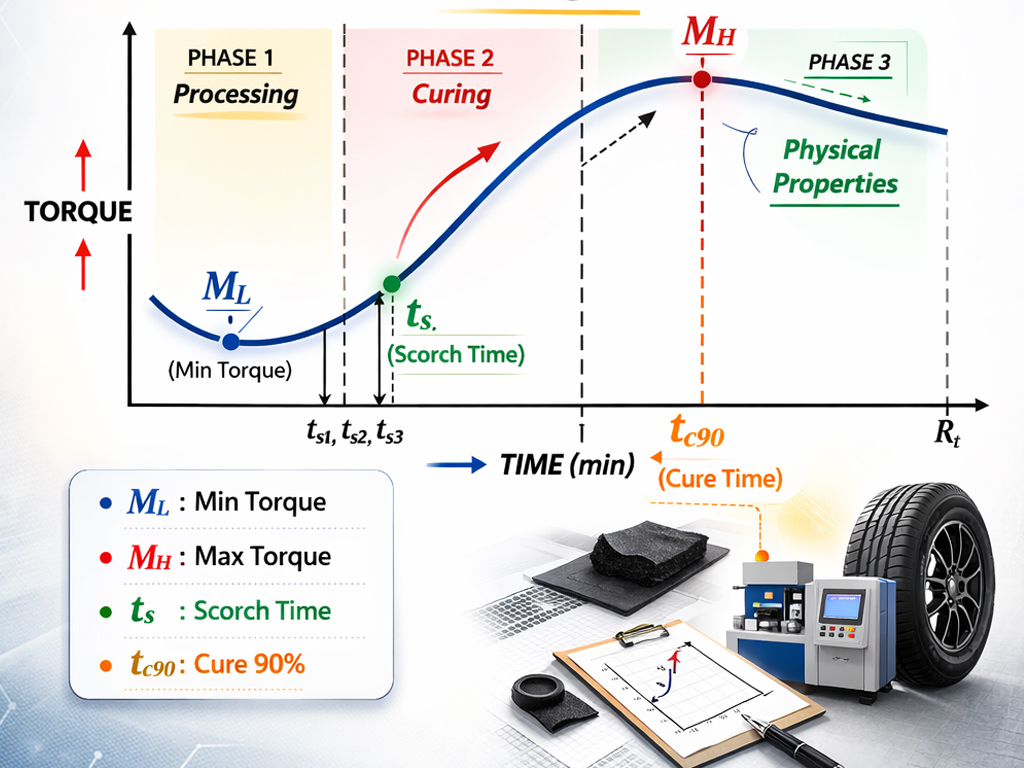
ML (Minimum torque)
ML is the lowest torque value reached at the beginning of the test, before vulcanization starts. This parameter directly reflects the compound’s viscosity at the test temperature and is influenced by factors such as:
- The polymer type and its initial Mooney viscosity.
- The amount and type of fillers such as carbon black and silica.
- The level of ingredient dispersion during mixing.
Monitoring ML is extremely effective for controlling processing quality:
- If ML is abnormally high: The compound is too stiff, making mixing, calendering, extrusion, rubber injection molding, and similar processes more difficult. This is often caused by insufficient plasticizing oil, excessive filler loading, or partial heat damage to the rubber during mixing.
- If ML is abnormally low: This suggests a formulation deviation such as too much oil, too little filler, or severe thermal degradation of the polymer, which can lead to defects such as trapped air or poor shape retention.
Although ML does not represent the final degree of cure, it is a critical index for ensuring cavity filling and process stability.
MH (Maximum torque)
MH is the highest torque value reached under the test conditions. The difference Delta M = MH – ML is the index that represents the increase in modulus caused by crosslink formation. A large Delta M indicates a strongly developed network, which generally leads to a marked increase in product hardness.
However, several technical factors should be considered when analyzing MH:
- Temperature dependence: MH changes with test temperature, so samples should only be compared under the same temperature condition.
- Optimum physical properties: The highest MH does not always mean the best final physical properties. In some cases, an overly stiff cure can reduce tensile strength or elongation.
- Thermal stability: If the curve starts to decline immediately after reaching MH, this indicates breakdown of crosslinks. Engineers should further assess this reversion behavior to adjust cure time appropriately.
Therefore, MH is only truly meaningful when it is considered together with the shape of the curve and the other time-related parameters.
ts2 (Scorch time / onset of cure)
ts2 is the point at which torque begins to rise clearly above ML, marking the stage where the crosslinking reaction starts to accelerate. This is an important parameter for evaluating processing safety before cure. If ts2 is short, the compound reacts early when exposed to heat, increasing the risk of scorch during mixing, extrusion, injection molding, and similar processes. In this case, the material may stiffen prematurely, making flow harder to control and increasing pressure in the mold.
By contrast, a longer ts2 gives a wider processing window before the cure reaction becomes intense, making shaping more stable. However, if ts2 is too long, the total cure time will also become longer, reducing productivity and extending the molding cycle. Therefore, formulation design must strike a balance between processing safety and reaction speed to ensure production efficiency.
t90 (Near-optimum cure time)
t90 is the time at which torque reaches 90 percent of the increase from ML to MH, and it is commonly used as a reference point for setting cure time in the laboratory. At this point, the crosslink network has developed to a high level and the material is near its optimum cure state under the test conditions.
In actual production, t90 must be adjusted based on product thickness and the mold’s heat-transfer capability, because thick parts require longer time to cure uniformly. It should also be noted that t90 does not reflect thermal stability, so the part of the curve after torque reaches a high level must also be observed for a reliable assessment.
How to evaluate rubber stability from a rheometer curve
Cure stability is most clearly shown in the later stage of the torque-versus-time curve, rather than by looking only at t90. Based on the shape of the torque curve, engineers can analyze three typical cases:
- The curve maintains an equilibrium state
Torque rises and remains stable at a high level throughout the test. This indicates a very stable crosslink network, which gives a wide processing window and reduces production risk when molding time varies.
- The curve reaches a peak and then declines (Reversion)
After reaching the maximum value, torque gradually decreases because crosslinks are destroyed by prolonged exposure to heat. This behavior is common in natural rubber cured with sulfur systems and requires very strict control of molding time to avoid reducing product physical properties.
- The curve keeps rising (Marching Modulus)
Torque continues to increase throughout the test without showing a clear stopping point. In this case, t90 is only a reference. Engineers need to combine rheometer data with actual physical-property testing to determine the optimum cure time for production.
The relationship between ts2, t90, and process controllability
The time interval between ts2 and t90 reflects the cure reaction rate. A short interval indicates a fast reaction and a process that is sensitive to molding-time variation. A longer interval indicates a slower reaction that is generally easier to control in mass production.
Therefore, when evaluating a compound, ts2, t90, the shape of the entire curve, and post-peak stability should all be considered together. This holistic approach helps optimize the molding cycle and reduce risk.
Important notes when reading the curve
These points help ensure accurate analysis and avoid setting an unsuitable molding cycle:
- Do not evaluate stability based only on t90.
- Do not compare data obtained at different test temperatures.
- Do not apply laboratory t90 directly to production without adjustment.
- Track changes in ML and MH from batch to batch.
A rheometer curve provides a comprehensive view of vulcanization kinetics and rubber stability. When analyzed correctly, it becomes the foundation for setting accurate industrial rubber molding time and improving production reliability. If your business needs support in optimizing formulations and advanced cure control, contact Thai Duong Plastics for technical assistance tailored to your specific application.
See more: FDA-compliant rubber for food processing accessories