
Plastic injection technology is a core factor in modern manufacturing, directly influencing the accuracy, productivity, and quality of the final products. Effective control of technical parameters ensures shape and dimensional stability throughout the molding cycle. In this article, Thai Duong Plastics shares the principles and essential technical factors to help businesses optimize the injection molding process effectively.
Basic Principles of Plastic Injection Techniques
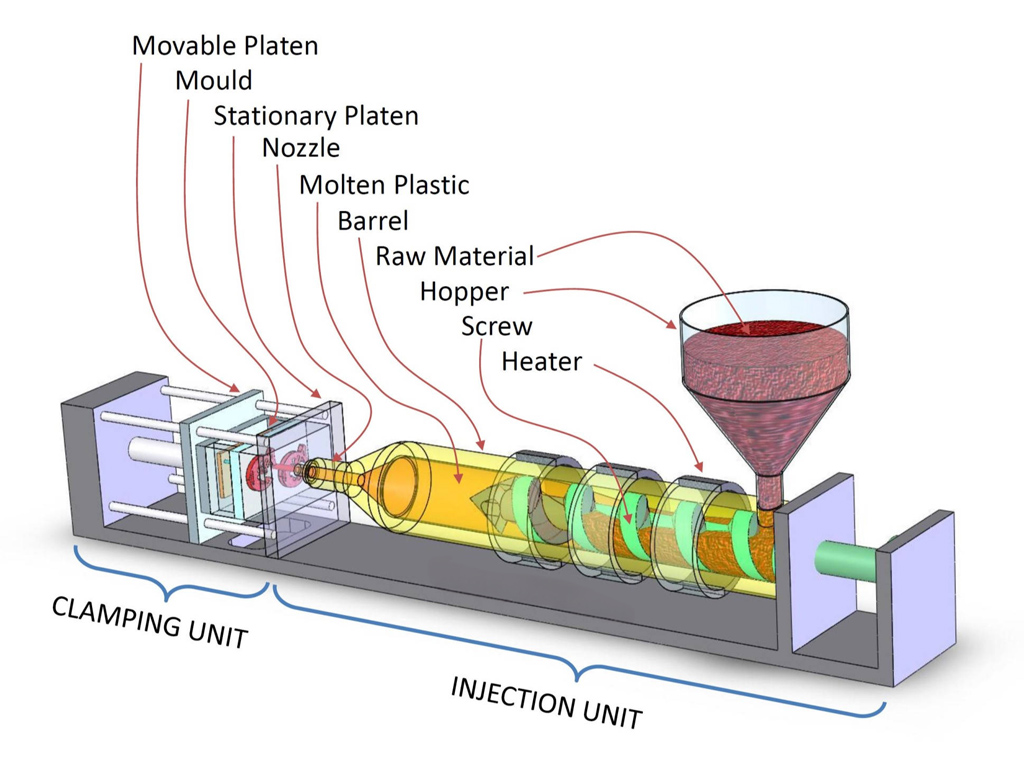
The injection process begins by heating thermoplastic materials until they reach a suitable viscosity—enough to fill the mold without causing degradation or burning. The molten plastic is then injected into the mold under high pressure. To ensure quality, temperature and pressure must be tightly controlled throughout each stage to prevent defects such as bubbles, flash, or shrinkage.
The Impact of Temperature on Product Quality
Temperature directly affects the plasticizing ability, mold filling, and product stability:
Drying Temperature (Material Preheating)
Before being fed into the machine, plastic pellets must be dried to remove natural moisture. Drying temperatures typically range from 100°C to 150°C depending on the plastic type. Improper drying may cause bubbles, burn marks, or reduced mechanical strength. For hygroscopic materials like nylon (PA), a dehumidifying dryer is recommended for better moisture control.
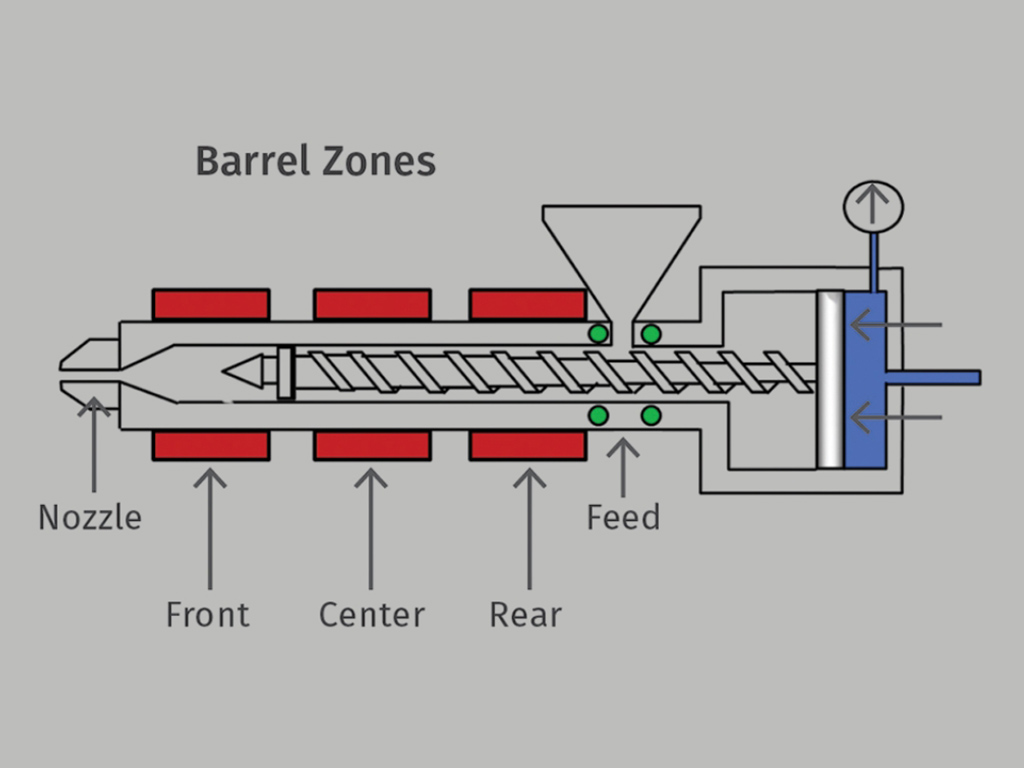
Barrel Temperature
The barrel is divided into multiple heating zones along the screw length. Each zone is individually controlled to ensure proper plasticization and prevent degradation or residue buildup. This is where material heating and homogeneous mixing occur before injection.
Mold Temperature
Stable mold temperature ensures dimensional consistency and surface quality. If the mold is too cold, the plastic may solidify prematurely, leading to short shots and inconsistent structure. Depending on the material, the mold heating system should be designed to suit each product’s specific requirements.
4 Key Parameters to Control in Injection Molding
Proper control of injection parameters helps stabilize the production cycle and reduce mass production defects:
Injection Pressure
This pressure pushes molten plastic into the mold. If it’s too low, the mold may not fill completely, causing short shots. Excessive pressure can lead to flash, product damage, or shortened mold life. Pressure must be adjusted based on viscosity and product geometry.
Injection Speed
Injection speed affects surface finish and mold filling. Too high a speed may cause flow lines or weld marks, while too low may result in shrinkage or short shots. Speed should be optimized based on real mold flow, not just machine settings.
Injection and Holding Time
The molding cycle is divided into multiple stages, each with different pressure and speed settings. The initial stage may use lower speed to avoid mixing cold material, followed by filling and holding phases to compensate for shrinkage. Segmenting the cycle allows for better control and precision.
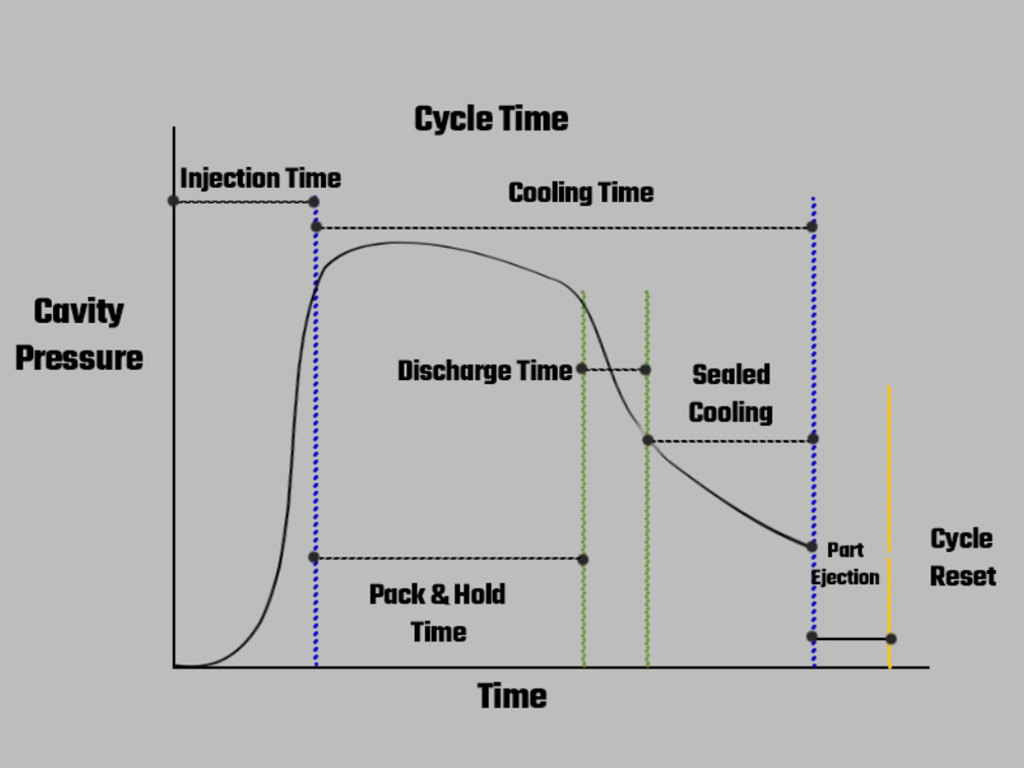
Cooling Time
This is the final stage that shapes the product. Insufficient cooling may cause warping, while excessive cooling time reduces cycle efficiency. The cooling system must be well-designed to distribute heat evenly and shorten cycle time.
Improving Holding Pressure Efficiency in Injection Molding
Holding pressure is a critical stage in the injection molding process, compensating for material shrinkage during cooling. Material is kept under pressure in the mold to maintain the product shape and prevent deformation. Poor control in this phase can lead to sink marks, uneven crystallization, or surface cracks—especially in parts near the gate or reinforced with fiber.
To ensure quality, the design of the mold, material selection, and machine settings must be synchronized. Key factors such as injection pressure, molding speed, mold temperature, and cooling time must be tailored to each product and material property. Proper segmentation of the injection and holding phases helps stabilize the structure while improving product durability and aesthetics.
Additionally, integrating sensors to monitor mold temperature, injection pressure, and coolant flow helps detect errors and reduce defects. Regular maintenance of equipment, cleaning of plastic feed systems, and batch-by-batch quality checks are essential for long-term operational stability.

Explore the injection molding capabilities of Thai Duong Plastics See here
Plastic injection techniques involve complex controls over temperature, pressure, speed, and time. Mastering and applying these parameters properly helps businesses enhance product quality, optimize costs, and improve competitiveness in the modern plastics industry.
Read more: What is plastic processing?