
Plastic injection molds are specialized tools designed to shape plastic materials into precise finished products. Consisting of accurately assembled components, molds form a hollow cavity into which molten plastic is injected, cooled, and solidified. Mold designs are optimized based on product shape, size, and productivity requirements, ensuring consistent quality and manufacturing efficiency.
Common Types of Plastic Injection Molds
Below are the most widely used types of molds in injection molding technology:
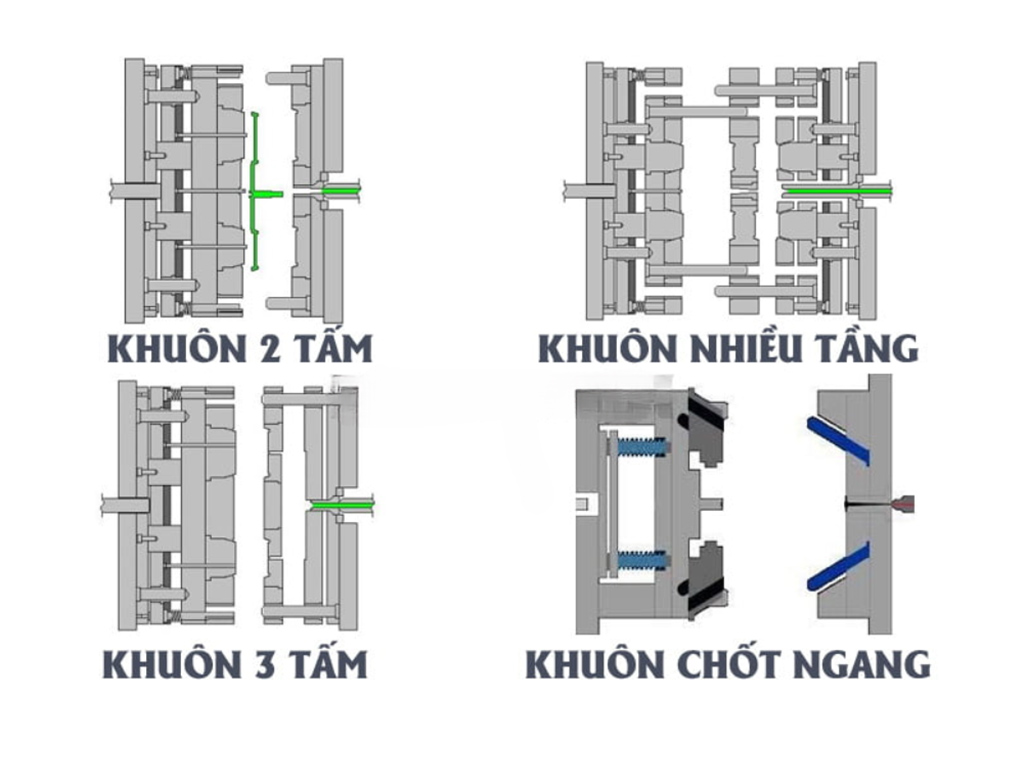
Two-Plate Mold
The two-plate mold, also known as the single-parting-line mold, is the most common type. It comprises two main plates and requires an additional process to separate finished products from the runner system.
- Advantages: Easy operation, minimal material waste due to short runners.
- Disadvantages: Requires secondary process to separate runners from products.
Three-Plate Mold
The three-plate mold creates two parting lines upon opening—one for product ejection and another for runner separation. Runners automatically detach from products during mold opening.
- Advantages: Automatic runner-product separation, reducing processing time.
- Disadvantages: Increased material waste due to longer runners.
Stack Mold (Multi-Level Mold)
Stack molds feature three mold plates with the central plate containing cavities on both sides. Upon mold opening, two gaps appear, allowing simultaneous ejection of molded parts.
- Advantages: Ideal for mass production, reduces machine clamp force.
- Disadvantages: Complex ejection system, requires high technical precision.
Side-Core Pull Mold
Specifically designed for products with horizontal holes or undercuts not achievable with standard mold ejection mechanisms. This mold employs side-action pins or hydraulic cylinders for horizontal motion.
- Advantages: Suitable for complex products with horizontal features.
- Disadvantages: Complex mechanism, requires high precision during operation.
General Information on Plastic Injection Molds
Technical Requirements
- Molds must ensure precise product dimensions and shape. Accurate alignment between mold halves (fixed and moving) prevents defects such as mold mismatch.
- Cavities and cores require high surface polish for smooth, visually appealing finishes and easy part ejection.
- Molds must withstand high injection pressures without deformation or misalignment during operation.
- An effective cooling system maintains stable mold temperatures, facilitating rapid plastic solidification.
- Molds typically use durable, wear-resistant materials such as stainless steel for ease of machining and extended lifespan.
- Simplified mold designs facilitate ease of installation, maintenance, and repair.
- Mold designs must enable easy product removal without causing damage.
Operating Principles
Mold Closing:
Mold halves are precisely aligned and closed using guide pins and positioning systems.
Injection of Molten Plastic:
Molten plastic is injected through sprues and runner systems, filling the cavity completely. Stable temperature and pressure control is essential to prevent incomplete filling and defects.
Cooling and Solidification:
The cooling system reduces temperature within the mold, solidifying the plastic into the final shape of the cavity.
Mold Opening:
The movable mold half retracts, separating mold halves to create space for product ejection.
Product Ejection:
Ejector pins or plates push the solidified product from the mold. After ejection, components reset to their initial positions.
Preparation for Next Cycle:
After ejection, the mold closes again, ready for the subsequent injection cycle.
Selecting the appropriate injection mold type requires careful consideration of product geometry, material properties, and production demands. Optimal mold design and usage ensure high-quality plastic products, cost efficiency, and adherence to stringent technical standards.